
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



高精度平面工件精密研磨技術
1 引言
液壓伺服機構具有體積小、可靠性高、輸出功率大、迅速性好、剛度大(即輸出位移受外負載影響小)、定點準確等好的點。為滿足使用要求,關鍵工件的尺寸精度高,尤其是形位公差中的平面度、粗糙度達到了微米級,甚至更高,鑒于其結構特點,在加工方法上提出了更高的要求,采用手工研磨技術是保證其加工精度的主要方法之一。
2 殼體工件的結構特點
在高精度的平面類工件中,以配套的氣動機中動環為表示。氣動機的動環,如圖 1、圖 2 所示,工件厚度為 5 0 -0.048 mm,外圓為 Φ27.3 0.13 0 + mm,中間是 Φ12.2mm 的孔,屬于小型薄板類工件;動環基體的材料為 2Cr13,密封用的端面噴涂等離子金屬陶瓷氧化鉻,非金屬層厚度為 0.2~0.25mm;該表面要求的密封性能很嚴,工件的形位公差設計指標為平面度 0.0006mm ,粗糙度 R a 0.05μm ,與內孔的垂直度 0.003mm。該工件的外形尺寸小、厚度薄,平面度和粗糙度要求高,研磨加工時受力的均勻性、余量留取、研磨劑選擇等因素都會導致工件加工易變形,形位公差保證難度大。

圖 1 動環簡圖
2 動環示意圖
3 加工難點及分析
動環密封面由兩種材料組成,厚度較薄、形位公差要求高,實際加工過程中主要有以下幾方面的加工難點:
a. 加工面積小,研磨過程中因受力不均勻、操作方法(手法)不合理,容易出現局部塌邊現象;
b. 非金屬表面為陶瓷氧化鉻,加工面的平面度達 0.0006mm、粗糙度達 R a 0.05μm,在精研過程中往往由于粗、精研的加工余量、磨料選擇配置不合理導致加工表面有劃痕;
c. 研磨過程中由于摩擦生熱,持續的加工容易使工件的表面出現微小變形,影響加工質量;
d. 工件的平面度和粗糙度要求高,研磨后只能采用平晶進行檢測,通過平晶反射的完整光環來確定其粗糙度是否合格,而且完整光環的數量不少于 1 條,經常出現光環有非常小的殘缺,需要返工;因平面度的要求高,完整光環的數量如果多于2 條則是平面度不合格。對檢測和一次交檢合格率的要求非常嚴格,經常出現光環不明顯,需要再返工。方法改進前,一次交檢合格通常在 50%左右,終合格率一直在 70% 左右; 4 需要解決的問題
4.1 研磨余量的選擇
4.1.1 研磨余量選擇的分析
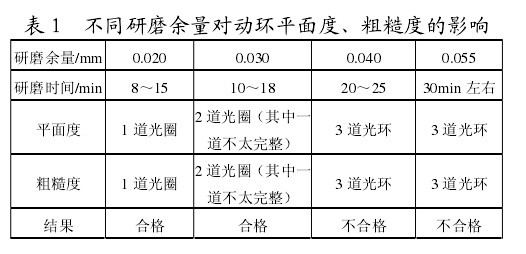
在目前的情況下,研磨工序均采用游離磨料的加工方法,磨粒起到切削作用,本身也受到摩擦,使其尺寸變小,形狀也隨之改變。如果研磨余量設計得過大,在研磨過程中必須不斷充入新磨料,來增加切削作用,因此工件在磨削過程中,實際上是新、舊切削刃同時參與切削。好像快刀、鈍刀同時砍柴,導致工件表面坑坑洼洼,平面度和粗糙度顯然不符合設計要求。在研磨過程中,由于受到磨削熱的影響,發現余量設計得過大的工件,“塌邊”現象較多并且平面度超差現象也較多。顯然,研磨余量的增大,其結果只能增加廢品率。從工件的質量方面考慮,選擇適當的研磨余量是十分重要的。同時,按照研磨加工運動學的觀點,要求被研磨的工件與磨盤作相對運動,研磨粗加工模型如圖 3 所示,精加工模型如圖4 所示。這就是說,磨粒的運動軌跡應該不斷地有規則地改變方向,避免過早出現重復。這樣可以使工件表面上無數切削痕能有規律地相互抵消。因此,為了保證上述的運動軌跡,要求操作者經常修整研磨盤,保證研磨盤的平面度、平行度達到微米級精度。如果工件的研磨余量設計得過大,在研磨過程中,往往出現重復的運動軌跡。研磨余量增加,磨盤平面的平面度隨之下降,影響工件加工質量。
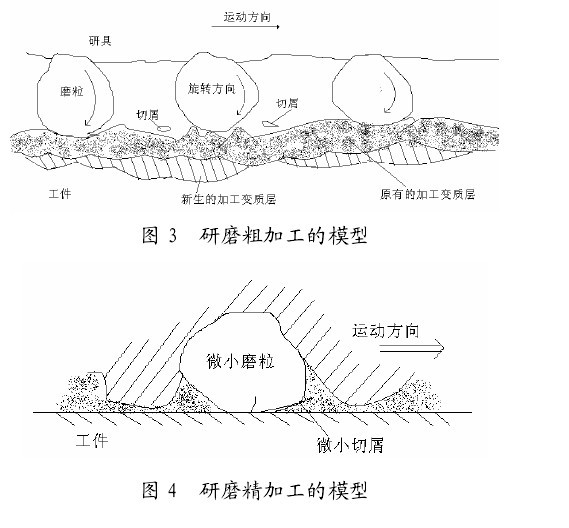
圖 3 研磨粗加工的模型圖 4 研磨精加工的模型
4.1.2 研磨余量確定
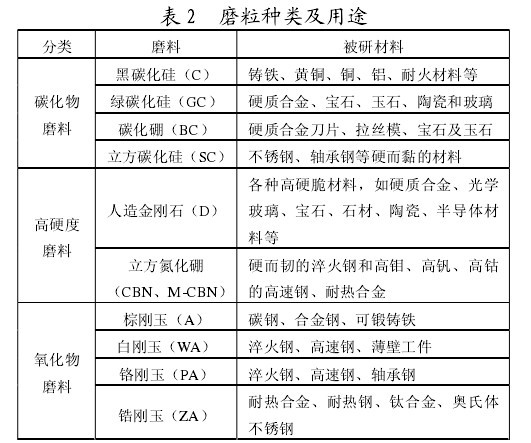
在研磨過程中,工件和參與研磨部分的磨料相互摩擦,二者都使對方逐漸損失體積,而造成形狀尺寸的改變,根據研磨原理、磨粒的直徑等并查閱相關的手冊,初步分別留取 0.020mm、0.030mm、0.040mm、 0.055mm 的研磨余量,操作者針對動環,對不同研磨余量進行加工(分粗精研)。表1 是加工動環時不同研磨余量對動環平面度、粗糙度的影響,采用平晶檢測。制造技術研究 27 表 1 不同研磨余量對動環平面度、粗糙度的影響研磨余量/mm 0.020 0.030 0.040 0.055 研磨時間/min 8~15 10~18 20~25 30min 左右平面度 1 道光圈 2 道光圈(其中一道不太完整) 3 道光環 3 道光環粗糙度 1 道光圈 2 道光圈(其中一道不太完整) 3 道光環 3 道光環結果 合格 合格 不合格 不合格通過表 1 分析得出,選取研磨余量在 0.02~ 0.03mm 之間較為合理。
4.2 磨料的選擇表2 磨粒種類及用途分類 磨料 被研材料黑碳化硅(C) 鑄鐵、黃銅、銅、鋁、耐火材料等綠碳化硅(GC) 硬質合金、寶石、玉石、陶瓷和玻璃碳化硼硬質合金刀片、拉絲模、寶石及玉石碳化物磨料立方碳化硅(SC) 不銹鋼、軸承鋼等硬而黏的材料人造金剛石(D)各種高硬脆材料,如硬質合金、光學玻璃、寶石、石材、陶瓷、半導體材料等高硬度磨料立方氮化硼(CBN、M-CBN)硬而韌的淬火鋼和高鉬、高釩、高鈷的高速鋼、耐熱合金棕剛玉(A) 碳鋼、合金鋼、可鍛鑄鐵白剛玉(WA) 淬火鋼、高速鋼、薄壁工件鉻剛玉(PA) 淬火鋼、高速鋼、軸承鋼氧化物磨料鋯剛玉(ZA)耐熱合金、耐熱鋼、鈦合金、奧氏體不銹鋼表 3 磨粒粒度分類及用途磨粒號數 粒度尺寸/mm 用途可達到的表面粗糙度/μm W40 W28 W20 0.040~0.028 0.028~0.020 0.020~0.014 用于粗研的研磨膏 0.20~0.08 W14 W10 0.014~0.010 0.010~0.007 用于半精研的研磨膏 0.08~0.04 W7 W5 W3.5 0.007~0.005 0.005~0.0035 0.0035~0.0025 用于精研的研磨膏 0.04~0.02 W2.5 W1.5 W1 W0.5 0.0025~0.0015 0.0015~0.001 0.001~0.0005 0.0005~更細用于光研的研磨膏 0.02~0.006 研磨磨粒分為氧化物磨料、碳化物磨料和高硬度磨料。選用何種質地的磨料和磨料粒度主要取決于被研磨工件的材料,根據多年的加工經驗和實踐積累總結,統計如表 2、表 3 所示。
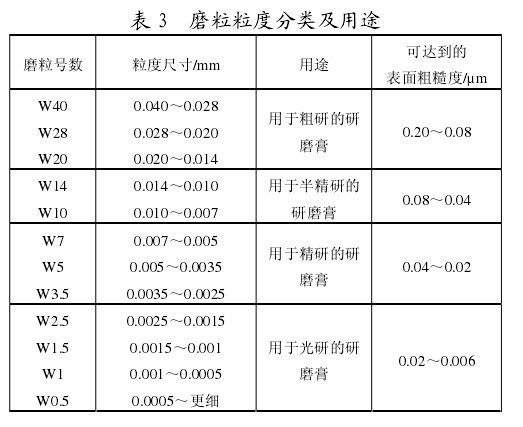
在初加工動環的時候,粗研選擇 W14 的碳化硅磨料調配研磨液進行加工,研磨后發現 2Cr13 的動環基體和陶瓷氧化鉻表面出現明顯的劃痕,平面度和粗糙度沒有達到預期目標,主要是粗糙度值偏大,根據計算出的研磨余量與磨料粒度的關系,選取磨粒號數 W7 的鉻剛玉調配研磨液進行研磨,研磨完之后發現粗糙度和平面度效果有明顯改進,但是與設計指標要求還有一點差距。經過進一步試驗摸索,采用晶粒度更小的 W3.5 進行精研,加工后效果又有改進,能夠滿足設計要求,但是隨晶粒度的變小,加工去量就減少,研磨時間長。對多年的工作方法不斷的總結提煉,按照研磨余量 0.02~0.03mm,細化了研磨過程:粗研、半精研、精研,選擇磨料的磨粒度分別為 W14、 W7、W3.5,既解決加工難點又提高了加工效率。
5 效果分析
經過多年的操作,積累了豐富的經驗,總結了加工難點及方法措施,目前工件的一次加工合格率在 85%以上,終的合格率在 95%以上,而且工件加工質量的穩定性,也經過了飛行試驗驗證。
6 結束語
手工研磨是一項精密的加工技術,工作過程中即需要理論支持也要不斷地試驗摸索和總結,尤其是高精度工件的加工還要有耐心,過程中要細心和精心。這樣高精度的工件加工使我們對研磨技術有了更深的認識和體會,為今后的工作提供了有力的支持,奠定了良好的基礎。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~



