械有限公司")
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



普通車床上進(jìn)行超聲無磨料內(nèi)圓平面拋光機(jī)的試驗(yàn)裝置
工具頭與彎曲桿采用螺紋連接,工具頭頂部焊有硬質(zhì)合金塊,拋光前,需將工具頭頂部硬質(zhì)合金研磨成具有高光潔度的弧形(表面粗糙度 Ra=0.01--0.08μm)。超聲無磨料拋光金屬工件表面是一種沖擊式光整加工,它是利用金屬在常態(tài)下的冷塑性特點(diǎn),采用專門的工具,對工件表面層 金屬施加一定的預(yù)壓力,使其產(chǎn)生塑性流動;其結(jié)果是工件表面原有的微觀波峰熨平,使其填入波谷,從而使工件表面質(zhì)量提高。高頻振動敲擊時,工件回轉(zhuǎn),工具 頭敲擊工件表面,振動拋光具有常規(guī)擠壓與噴丸的綜合效果。關(guān)閉超聲發(fā)生器,本試驗(yàn)裝置就可以進(jìn)行常規(guī)擠壓。
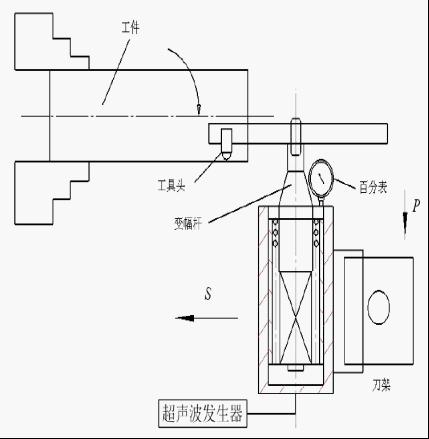
圖1 表示了在平面拋光機(jī)拋光過程中,工件表層金屬的變形情況,拋光工具頭對工件施加一定的壓力,以一定的進(jìn)給速度通過旋轉(zhuǎn)著的工件表面,使表層金屬產(chǎn)生彈、塑性變形,圖1 中工件表面的 A 段是已拋光過的表面,比工具頭與工件的接觸區(qū)稍高;B 段是正處于拋光中的工件表面,即工具頭與工件表面的接觸區(qū),由于工具頭的振動敲擊作用,接觸區(qū)前面的 C 段金屬層有堆積凸起的趨勢,D段是待拋光表面。常規(guī)擠壓時,工具頭始終與工件接觸,即擠壓表層金屬,擠壓一段時間后,或工藝參數(shù)選擇不當(dāng)時,工具頭與工件 接觸區(qū)前的 C 段金屬層因逐漸堆積而越來越高。當(dāng)逐漸增加到一定高度時,擠壓狀況會發(fā)生根本性變化;此時工具頭不再只起光整作用,也會像帶有負(fù)前角車刀一樣,切刮 C 段金屬層,加工性質(zhì)由拋光轉(zhuǎn)變?yōu)椴糠值呢?fù)前角切削,致使工件表面質(zhì)量下降。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~械有限公司網(wǎng)站成功上線!")
應(yīng)用領(lǐng)域不斷拓展")
助力金屬加工行業(yè)升級")
助力精密零部件加工")
