
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



幾種研磨加工新工藝
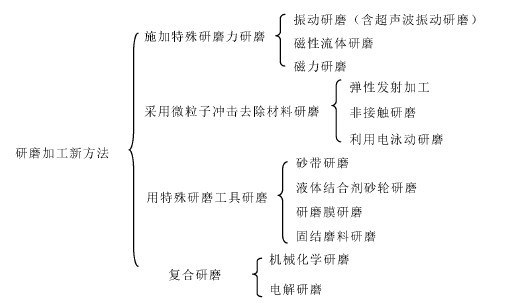
圖 1.3 研磨加工新方法分類
施加特殊研磨力的研磨
1 振動研磨
振動研磨是在傳統研磨過程中在磨料與工件的相對運動過程中再附加以振 動。其主要目的是提高加工效率。如在研磨中采用振幅 12-25μm,頻率為 20-50kHz 的超聲波振動,可提高加工效率15 倍。復雜曲面工件的研磨中采用柔性磨 體振動研磨,可以取得很好的效果。另外,對于振動研磨的另一應用是對一些尺 寸小、形狀不規(guī)則而且數量多的零件進行加工,在容器內加入工件和適量的磨料, 然后對容器加以振動,進行研磨加工。振動研磨機應用很泛用,因為它的結構簡 單,適用于只對加工工件表面粗糙度有要求,而對加工面形精度沒要求的研磨加工。
2 磁流體研磨
磁流體既具有液體的流動性又具有磁性材料的磁性。對磁流體施加外磁場, 在磁場力作用下,磨料與工件相對運動,而達到研磨光整個工件表面的精加工方法叫磁流體研磨。磁流體研磨加工表面效果好,加工材料范圍泛用,同時可用于 加工面形狀復雜的工件。
目前研究磁流體研磨的學者有很多,研究也很深入。南京航空航天大學的潘 良賢等人在磁流體研磨的機理方面進行了系統的研究,取得了一些成果,加工工件表面粗糙度(Ra)可以達到 0.005μm[27]。哈爾濱工業(yè)大學的金洙吉等人利用磁 流體研磨方法加工陶瓷球狀工件,得出了研磨參數與研磨效率的關系,證明這種加工方法的高質量性,取得了較好的效果。日本的河田研治等人主要 探討了磁流體研磨工藝參數等的作用規(guī)律,從而為磁性流體研磨機理的后續(xù)研究 奠定了基礎。日本的黑部利次等人也從事著相關方面的研究,他們主要研究了磁 流體研磨各種復雜型面工件,以及磁場分布情況對研磨效率的影響。這些研 究成果對磁流體研磨加工方法的應用起到了促進作用。
3 磁性磨料研磨
磁性磨料研磨是選用具有磨削作用的磁性材料作為磨料,對其施加外磁場, 磨料受磁場力的作用于工件表面接觸,并產生壓力。當工件與磨料存在著相對運 動時,磨料對工件表面產生研磨切削作用。這種加工方法的好的點是通過操控 磁場強度,很容易操控研磨壓力;并且因為是柔性研磨,對研磨加工工件的形狀 要求較低;可用于零部件自動化生產加工。
目前日本在磁性磨料研磨方面研究得較為具體。宇都宮大學的遭村武男等人, 探討了磁性磨料研磨機理,討論了不同磁性磨料對各項研磨參數的影響。他們還 研制出磁性材料研磨的相關裝置,其中有軸類、平面研磨裝置,還有采用離心力 研磨的、回轉磁極的、永久磁鐵磁場的研磨裝置。不僅如此,學者們還研究了磁顯示屏玻璃加工用樹脂金剛石研磨盤的制備及磨削性能研究 8 性磨料加工方法在復雜面形的工件研磨中的應用,比如球形曲面研磨和圓柱面研 磨等。其中對圓柱面研磨加工研究尤為詳細,考察了各種研磨參數對圓柱度、圓 度及加工表面粗糙度的影響。除此之外,我國還有其他一些學者從事著磁性 磨料研磨方法研究,也取得很多成果。
微粒子沖擊研磨
1 彈性發(fā)射加工
彈性發(fā)射加工(EEM)是利用微粒子在被加工材料表面上滑動以產生研磨作 用的加工方法。微粒子對被加工材料表面以近零角度沖擊,在被加工材料表面產 生較大的切削力,在被加工材料內部不產生塑性變形,只產生微量的“彈性破壞”, 以進行研磨加工。彈性發(fā)射加工的去除量可以操控在 1-10 個原子級,加工表面粗 糙度(RMS,均方根)可以達到 1nm,加工平面度可以達到 λ/20(λ 為光帶波長)。 20 世紀 70 年代起,日本一些學者從就對彈性發(fā)射加工(EEM)進行了比較深入 的研究,探討了有關彈性發(fā)射加工的機理和加工材料的加工質量的影響因素等, 取得了一些成果,研制出數控彈性發(fā)射加工設備[31]。
2 非接觸研磨
非接觸研磨是以彈性發(fā)射加工(EEM)作為基礎發(fā)展起來的一種加工方法。 相比較彈性發(fā)射加工,非接觸研磨中,研磨盤與工件之間不會直接接觸。被加工 工件浮在研磨液之上,研磨盤轉動時,研磨液隨之轉動,研磨液中的懸浮磨粒對 工件表面進行沖擊,產生研磨作用。日本的一家研究所研制出型號為 SP46 的非 接觸研磨機,可以加工尺寸 φ170mm 的工件。該儀器加工出的硅片表面粗糙度可 達到 2nm;加工 φl00mm、厚度為 30mm 的 BK7 光學玻璃,平面度可達到 0.031μm, 表面粗糙度(RMS,均方根)可達 3. 8nm。該儀器適用于光學材料及微電子材料 的精密加工和超精密加工[33]。此外 Mitsuakira IKEDA 等人還研究了非接觸球面研 磨,取得了較好的效果,研磨后工件表面粗糙度(Rmax)可以達到 2nm[34]。
3 電泳動研磨
電泳動研磨是利用電泳現象進行表面加工的方法,其原理示于圖 1.4 中。當兩個不同材質的物體接觸時,在接觸界面上正負電荷會產生分離,使兩個接觸物 體之間產生一定的電位差,這種正負電荷相對存在的現象叫作界面雙電荷層。施 加平行電場在這個界面,使其兩側的電荷變向,靜電力隨之改變方向,電荷在靜 電力的作用下產生運動,這種現象叫作界面電泳動現象。懸浮在研磨液中的 磨料之間也會存在這種界面雙電荷層,存在電泳動現象。因此可利用電泳動現象 使磨料運動,對工件進行研磨。
電泳動研磨主要有如下兩種,假設懸浮于液體中的磨料帶負電荷:
(1) 懸浮磨料集中于加工工件表面的電泳動方法:加直流電壓,使加工工 件表面為正極,與其相對的研磨工具(電極)面為負極,磨粒受電場力的作用向 加工工件方向運動,如圖 1.2(a)所示。根據電場理論分析可知,磨料作用于加工 工件表面的動能隨所加電壓的增加而增大。
(2) 懸浮磨料集中于研磨工具面的電泳動方法:如圖 1.2(b)所示,加直流 電壓,使研磨工具面為正極,加工工件面或其他電極為負極,磨粒受力向對置的 研磨工具面方向移動,磨料和對置工具面之間產生摩擦力,磨料隨工具面運動, 對工件加工面作用與所加電壓成正比例的動能,產生研磨作用。
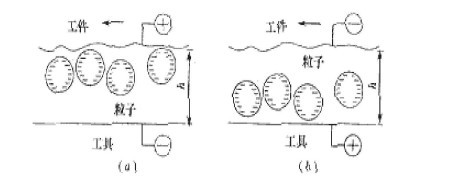
圖 1.4 磨粒電泳研磨圖
(a)工具為負極 (b)工具為正極
特殊研磨工具研磨
1 砂帶研磨
將磨料粘在柔性基體上,制成砂帶,安裝在機床上,砂帶與被加工工件間相 對運動,產生研磨作用。砂帶研磨可用于各種曲面的加工。日本的長谷川素由等 人在砂帶研磨方面進行了較為深入的研究,取得了較多成果[36,37]。目前,砂帶研 磨加工方法的應用越來越泛用,市場上已有砂帶研磨加工設備出售。
2 液體結合劑砂輪研磨
液體結合劑砂輪研磨是近年來逐漸受到重視的研磨加工新方法。日本的河田 研治等人在液體結合劑砂輪研磨方面做了許多研究工作,取得了較好的效果。 采用液體結合劑砂輪研磨方法,加工工件表面粗糙度可達到 0.01μm 以下。該研 磨方法主要特征是采用了液體結合劑砂輪。液體結合劑砂輪集體結構如圖 1.3 所示。
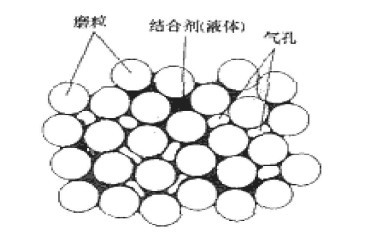
圖1.5 液體結合劑砂輪結構示意圖
液體結合劑砂輪的結構與傳統砂輪大體相同,但是液體結合劑砂輪的結合劑 不是傳統的金屬、陶瓷、樹脂結合劑等固體,而是水,酸性、堿性溶液或各種油。 利用液體的表面張力和附著力將磨料牢固地粘結起來形成穩(wěn)定結構,組成液體結 合劑砂輪。液體結合劑砂輪的磨料比較容易脫落,與傳統的砂輪相比砂輪耐磨性 比較差。若作為結合劑的液體含量過多,磨料與液體結合劑就混合成糊狀,砂輪 成型困難;相反,如果液體結合劑含量過少,結合劑對磨料的把持力很小,砂輪 的磨損速度非常快,砂輪耐磨性差。根據兩方面情況,調整液體結合劑和磨料的 配比,以求獲得比較好研磨效果。
采用液體結合劑砂輪研磨的優(yōu)勢如下:
(1) 當加工工件的加工精度、加工質量與普通固體結合劑砂輪研磨一樣時, 加工效率能高于普通固體結合劑研磨幾倍。
(2) 磨料自銳性好,能保持高效率穩(wěn)定研磨。
(3) 液體結合劑砂輪成型非常容易,適用于各種曲面復雜形狀的研磨。
(4) 可以制成尺寸很大的砂輪。
(5) 砂輪的制備只需要合適的磨料和適宜的液體結合劑,所以加工工件的 表面質量的影響因素減少,容易操控。
(6) 由于結合劑可以使用酸性溶液和堿性溶液,可選擇原料泛用,所以可 用于化學原理去除材料的研磨和有吸濕性的特殊工件的研磨。
(7) 由于液體結合劑砂輪沒有普通固體研具的連續(xù)彈性,故可進行無塌邊的研磨。
(8) 液體結合劑砂輪不存在普通固體結合劑砂輪的燒制工藝等,制造周期 短,制造成本低。
3 研磨膜研磨
研磨膜是近幾年發(fā)展較快的一種新的研磨加工工具。市場上常用的研磨膜是 附著有磨料的聚酯膜。研磨膜加工原理如圖 1.6 所示,在研磨過程中,研磨膜在 接觸滾子的作用下,壓向工件,工件旋轉,接觸滾子也旋轉,帶動研磨膜相對工 件移動,從而產生研磨作用。研磨膜上的磨料厚度均勻,聚酯膜較砂帶(由布或 紙做襯底)強度高,可通過操控研磨膜上的磨料尺寸,操控研磨加工的工件表面 粗糙度。
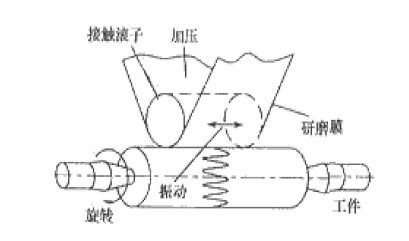
圖 1.6 采用研磨膜研磨示意圖
日本千葉大學的樋口靜一等人對用研磨膜研磨進行了較為詳細的研究。為了研究研磨加工機理,他們探討了研磨力、去除量和已加工表面粗糙度等的變化規(guī) 律,并研究了接觸滾子、研磨膜和工件相互間的接觸情況和研磨膜的研磨性能, 包括膜上磨料的粒度及厚度對膜的性能影響。通過實驗較好地解釋了工件已加工 表面粗糙度、加工精度及去除量等變化規(guī)律。此外,他們還利用有限元法探討了 一些工藝參數的影響,如聚酯膜厚度、連接厚度、磨粒的形狀、磨粒尺寸等,為 工業(yè)應用設定參數奠定了基礎[32]。除此之外,還有人對采用研磨膜實用化研磨做 了許多研究工作,取得了一些成果。
復合研磨
1 機械化學研磨
機械化學研磨是在相對運動的兩個物體的接觸點上產生固相反應,生成了反 應生成物,出現原子級的脫落,從而實現加工目的。目前,人們所進行的機械化 學研磨加工研究,主要是針對具體加工對象的應用研究。日本崎玉大學的土肥俊 郎從事超大規(guī)模硅芯片機械化學研磨加工研究,取得了相當好的結果,工件已加工表面粗糙度比較高達 1nm,平面度 1-3μm[32];崎玉大學的河西敏雄研究了機械化顯示屏玻璃加工用樹脂金剛石研磨盤的制備及磨削性能研究 12 學研磨加工 GaAs,也取得了很好的效果,加工后的表面粗糙度為 Ry0.1-0.3nm[41]; 森山茂夫等人研究了機械化學研磨加工半導體材料;田村利夫等人研究了機械電化學加工黑色金屬;A.O.Hara 等人研究的是利用這一加工方法提高反射鏡的質 量和加工效率。這些研究促進了機械化學研磨法的泛用應用,使這一加工方法 更加完善。
2 電解研磨
電解研磨是應用較早的電化學復合加工工藝,可蝕除金屬表面大的粗糙度而 使表面平整;也可蝕除金屬表面微觀不平,使其光滑成鏡面。電解研磨原理是通 過電解蝕除表面金屬,但在蝕除過程中,會產生鈍化膜,所以再加上機械研磨, 去除表面微觀高點的鈍化膜,使其能繼續(xù)電解蝕除,如此反復進行,從而使加工 表面逐漸平整光滑。這種加工方法可以去除傳統流體磨料研磨加工在工件表面產 生的加工變質層,因此受到了人們的重視,國內外許多學者從事著這一加工技術 的研究。哈爾濱工業(yè)大學劉晉春等人,研究了電解研磨中,電解和磨粒研磨復合 作用機理及主要參數的影響規(guī)律。結果表明該成果能在短時間內獲得 Rz 值小于 0.05μm 的大面積鏡面,而且適合于加工不同曲面[43]。日本日立造船株式會社的前 霧英彥在這方面進行了較多的研究,取得很多成果,研制了電解研磨加工機,并 指出電解研磨適合于加工太陽能電池基板、集成電路基板、反射鏡、裝飾鏡、型 鋼、美術品等各種平面、內外圓表面[32,44]。近年來鴨川昭夫也對電解研磨進行了 研究,探討了電解液,研磨裝置,不同工件材料的電解研磨性能及各種不同面形 工件的加工技術。此外還有人對電解研磨進行了改進[32]。北京理工大學的陳幼松 探討了在電解研磨中應用電火花加工技術,開發(fā)了電解電火花復合研磨加工方法。 采用這一新方法加工 SiC 陶瓷,可提高加工效率4 倍。杭州電子工業(yè)學習的地方的文 貴林利用粘彈性磨料布進行電解復合加工鏡面,也取得了很好的效果,并研制出 相應的加工裝置。
以上所介紹的各種新的研磨加工技術,主要目的是提高研磨加工質量和加工精度,但絕大部分都沒能有用地提高加工效率,特別是在降低加工成本方面效果 甚微。這些新的研磨加工方法,仍不能改變傳統研磨在人們心目中的加工精度高, 加工效率低,加工成本高的印象。根據目前研磨加工現狀,本文重點研究采用固 著磨料高速研磨方法來提高研磨加工精度、加工質量、加工效率及精度的穩(wěn)定性,并且可期望有用地降低研磨加工成本。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~

升級")

